祝贺!英国威廉希尔公司包刚教授当选中国科学院院士
学法明理,守法笃行 -- 英国威廉希尔公司党员法治专题教育活动顺利举行
英国威廉希尔公司举办2023年度师生消防安全培训
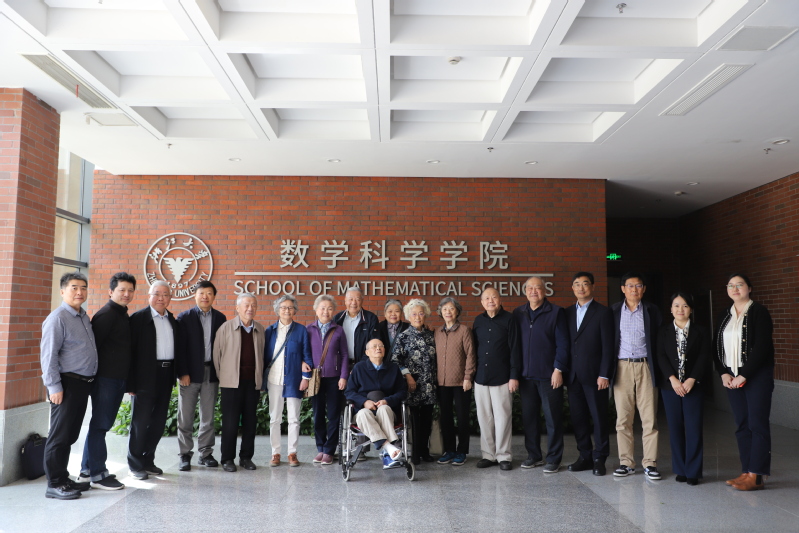
薪火相传共话师生情谊,继往开来再谱发展新章 --记英国威廉希尔公司校友和退休教师座谈交流活动
岁月如流师恩难忘,八秩遐龄共话重阳--英国威廉希尔公司退休教师重阳节系列活动第二期顺利举行
16:00
2024-04-26
2024
School Colloquium——The isometric embedding of abstract surfaces in the Euclidean space
报告人:韩青
地点:海纳苑2幢210
2024-04-23
Distinguished Lecture——Reduced stress between inclusions with biological bonding
报告人:Hyeonbae Kang
2024-04-19
School Colloquium——从玻尔兹曼方程到宏观流体力学模型
报告人:李若
2023-12-06
2023
School Colloquium——构造复杂系统的解景观
报告人:张磊
地点:海纳苑2幢210室
2023-12-08
School Colloquium——From virtual properties to profinite properties
报告人:刘毅
2023-12-07
School Colloquium——Computations in topological cyclic homology
报告人:王国祯
09:00
2024-04-29
代数几何讨论班——Hassett-Keel program in genus four
报告人:刘雨晨
地点:zoom
14:30
分析和微分方程讨论班——A positive mass theorem for fractional GJMS operators
报告人:王芳
地点:海纳苑2幢1120
15:30
2024-04-24
计算与应用讨论班——基于几何化Clebsch映射的自由表面流算法
报告人:熊诗颖
地点:海纳苑2幢202
14:00
概率统计讨论班——Byzantine-robust Distributed Learning under Heterogeneity via Convex Hull Search
报告人:陈钊
地点:行政楼1417报告厅
辛拓扑与物理讨论班——Strong Arnold chord conjecture via normalized capacities
报告人:张俊
地点:海纳苑2幢102
2024-04-12
2024年浙江大学分形几何Workshop
报告人:饶辉、谭波等
地点:西溪宾馆
2024-04-11
计算与应用讨论班——Schaeffler at a Glance—— Bearinx Simulation Suite: Efficient, innovative and digital: Bearings go green
报告人:Oliver Graf-Goller
School Colloquium——Calderon commutators associated with the fractional differentiation
报告人:丁勇
School Colloquium——4D/2D duality and representation theory
报告人:Tomoyuki Arakawa
10:00
2024-04-08
分析和微分方程讨论班——Note On Stein's Maximal Spherical Averages
报告人:范大山
地点:海纳苑2幢205室
10:30
2024-04-02
Distinguished Lecture——Quantitative Cauchy Uniqueness, Three Sets Theorem, and BMO Estimates in Homogenization
报告人:林芳华
2024-03-28
计算与应用讨论班——Card Shuffle groups
报告人:夏彬㑇
2024-03-29
School Colloquium——Multi-bubble blow-ups and multi-solitons to stochastic nonlinear Schrödinger equations
报告人:张登
2024-03-23
分析与偏微分方程讨论班——Quasimodes and sharp spectral multipliers for shroedinger operators with growth potentials
报告人:陈鹏
地点:海纳苑2幢205
重要通知
本科生
研究生
科研
教学
人事
公示
人才招聘
浙江省数学会
高校应用数学学报
数学高等研究院
内部办公网
就业指导与服务
教务管理系统
继续教育
版权所有 Copyright © 英国·威廉希尔(williamhill)唯一官方网站
浙ICP备05074421号
技术支持: 创高软件 管理登录
您是第 1000 位访问者